【Paper Review】 Ti-6Al-4V 锻造工艺仿真与可成形性分析
Paper
Influence of Geometrical Ratios in Forgeability of Complex Shapes during Hot Forging of Ti-6Al-4V Titanium Alloy
Antonino Ducato, Gianluca Buffa, Livan Fratini, Rajiv Shivpuri
Procedia Engineering, 2014
一、背景
在钛合金(尤其是 Ti-6Al-4V)结构件制造中典型问题是:
- 材料昂贵
- 加工困难
- 复杂结构高度依赖机加工
从材料本质来看,其加工难度来源于:
- 低导热性 → 切削热集中
- 高化学活性 → 刀具粘结严重
- α相(HCP)滑移系少 → 塑性受限
论文中指出:
- 原材料成本约为钢/铝的 3–10 倍
- 加工成本可达铝合金的 10 倍以上
对于带有 薄壁 + 深肋(high rib/web ratio) 的结构件:
- 纯机加工的 buy-to-fly ratio 往往达到 20–30+
- 大量材料被切削浪费
因此,Near-net-shape forging 并非优化手段,而是必须路径
二、仿真部分
1. 基本仿真框架
- 模拟软件:DEFORM-3D
- 材料:Ti-6Al-4V(α+β 双相合金)
仿真不仅考虑了宏观变形,还包含:
- 相变行为
- 温度–应变耦合
- 冷却过程中的组织演化
此外,论文指出仿真模型经过实验数据校准(calibration),并与实际锻造结果对比验证,因此结果具备工程可信度。
2. 几何构型对比
论文选取两种典型结构:
- Simple case(低几何复杂度)
- Complex case(rib/web ratio ≈ 19.5)
对应工艺路径:
- 简单件 → 单次锻造
- 复杂件 → 两次锻造(Preform + Finisher)
目的:隔离几何复杂度对 forgeability 的影响
3. 工艺参数设定
主要工艺参数如下:
- 坯料温度:
- 850 °C(α+β 区)
- 1050 °C(β 区)
- 模具温度:400 °C
- 摩擦系数:0.7(干摩擦)
- 模具速度:4 mm/s
三、DOE 与模具优化策略
对于复杂构型,核心问题为:在有限道次条件下,材料能否稳定填充复杂型腔?
1. 变量选择
三个关键变量:
- 坯料高度(Billet height)
- 预锻模圆角半径(Preform fillet radius)
- 终锻模圆角半径(Finisher fillet radius)
这些变量直接影响:
- 材料流动路径
- 局部应变分布
- 型腔充填能力
2. DOE方法
论文采用:
Latin Hypercube Sampling(拉丁超立方采样)
特点:
- 高维空间均匀采样
- 计算效率高
- 适合仿真驱动优化
3. 目标函数
评价指标:
Die Filling (%)
4. DOE结果分析
| Run | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| H billet [mm] | 45.3 | 43.3 | 44.2 | 42.6 | 42.2 | 43.6 | 44.8 | 45.5 |
| R fillet finisher [mm] | 12.1 | 11.1 | 11.9 | 11.4 | 11.6 | 12.9 | 12.7 | 12.4 |
| R fillet preform [mm] | 14.3 | 13.5 | 13.8 | 12.8 | 14.3 | 14.0 | 14.8 | 13.3 |
| Die filling [%] | 87.25 | 90.73 | 62.311 | 93.99 | 68.48 | 98.88 | 99.04 | 95.58 |
不同组合结果:
- 最差:62.31%(严重欠填)
- 最优:99.04%(完全填充)
结论:在相同工艺参数下,仅通过几何优化即可使 filling 从 60% → 99%。
说明了模具几何设计是决定性因素
5. 优化后的 Preform 与 Finisher 模具结构
文献Fig.3
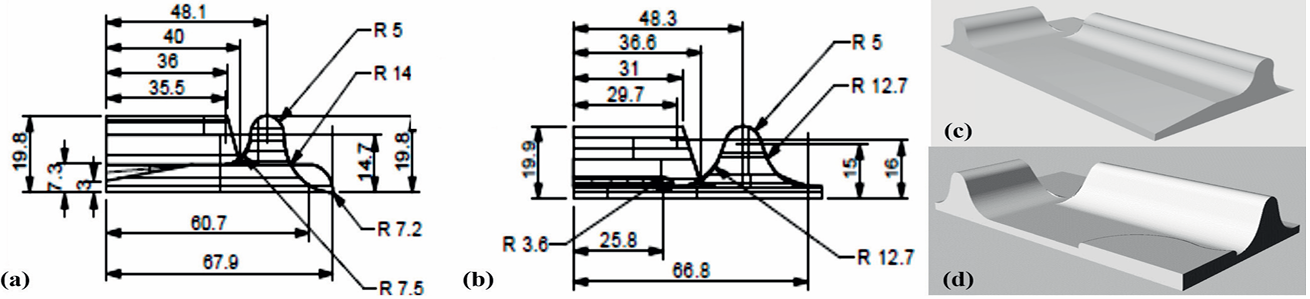
优化后的几何形状:
预成型模具的前视图(a)和三维视图(c);
Complex case工件精加工模具的前视图(b)和三维视图(d)。
图中可以看到圆角半径和流线明显优化
四、核心方法:材料点轨迹 + Processing Map
这是整篇论文最有价值的部分。
1. 为什么不能只看云图?
传统分析关注:
- 最大应变
- 最大应变率
- 应力集中
但这些都是 单一时刻信息;
而热加工本质是路径相关问题(path-dependent behavior)。
2. Tracking 方法
文献 Fig.4

锻造后的几何形状:Simple case 的三维视图(a)和点跟踪位置(c);Complex case 下的三维视图(b)和点跟踪位置(d)。
在难填充、容易失稳的区域选取 tracking 点:
- Simple case:P1, P2
- Complex case:P1, P2, P3
这些点位于:
- 薄肋区域
- 转角位置
- 高约束区
3. 数据提取
记录全过程:
- 温度:T(t)
- 应变率:ε̇(t)
并构建材料点在 T–ε̇ 空间中的轨迹
4. Processing Map 映射
文献 Fig.6
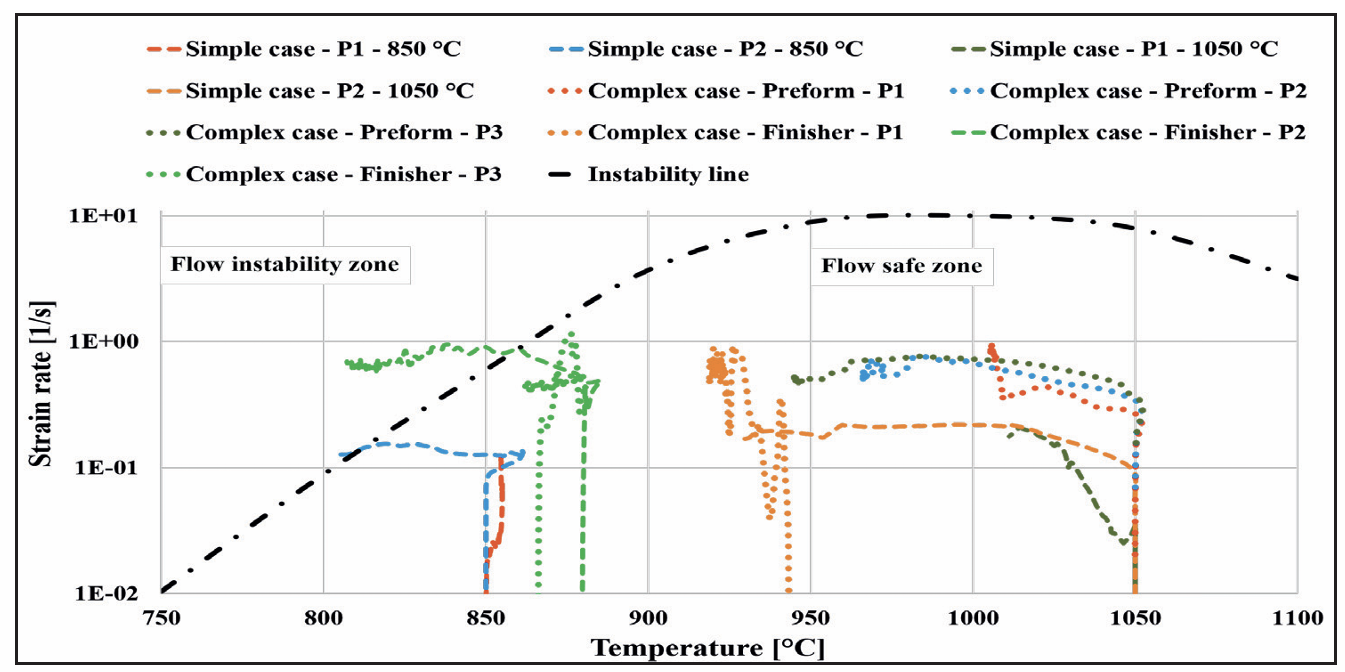
Processing Map 内容:
- 横轴:Temperature
- 纵轴:Strain rate
区域划分:
- Safe zone(稳定)
- Instability zone(失稳)
5. 判定逻辑
- 轨迹在 safe zone → 稳定
- 接近边界 → 风险
- 进入 instability → 高风险
本质上是FEM 提供过程路径,Processing Map 提供判据从而闭环分析。
五、结果与工程意义
1. RMU 提升
| 工艺方式 | Buy-to-Fly |
|---|---|
| 纯机加工 | ≈ 28 |
| 简单锻造 | ≈ 5.4 |
| 复杂锻造 | ≈ 7.8 |
高复杂结构可以通过锻造完成,且成本显著降低。
2. 载荷分析
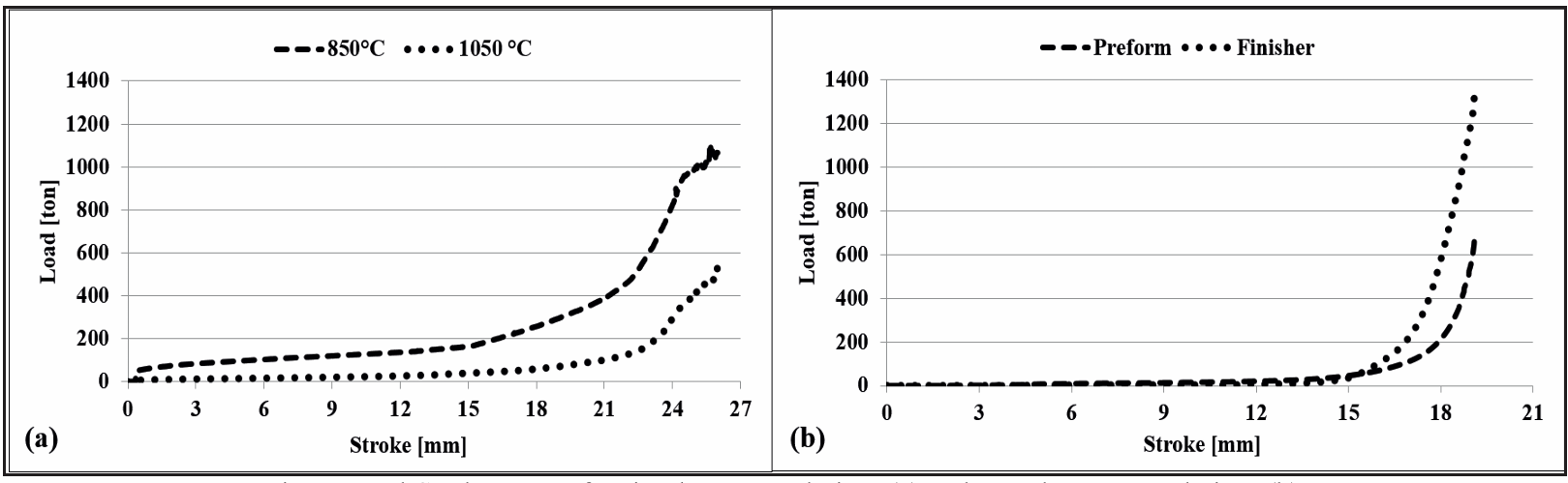
结论:
- β区(1050°C)载荷明显降低
- 复杂结构载荷上升明显
原因:α 相流动应力 ≈ β 相的 3 倍
3. 工艺窗口
高温流动性好 ,但:
- 晶粒粗化
- α片层结构变粗
本质 trade-off:成形性 vs 微观组织
六、方法的局限性
Processing Map 一般来源于单轴压缩实验
而实际锻造为:
| 项目 | 实际锻造特点 |
|---|---|
| 应力状态 | 三轴 |
| 应变 | 非均匀 |
| 温度 | 非稳态 |
| 路径 | 多路径 |
因此,该方法适用于风险评估,而非精确预测
七、可复用仿真流程
- 几何分析
- 识别高风险区域(高 rib/web ratio)
- FE建模(含热-力耦合)
- 定义 tracking 点(Fig.4 方法)
- 提取 T(t), ε̇(t)
- 构建轨迹
- 映射 Processing Map
- 判断稳定性
- DOE优化几何
- 验证 filling / load / stability
八、总结
将材料行为(micro)与工艺设计(macro)连接起来
即:
- FEM → 告诉我们材料经历了什么
- Processing Map → 告诉我们哪些区域危险
最终形成可用于决策的分析方法
References
[1] Ducato A., et al. Influence of geometrical ratios in forgeability of complex shapes during hot forging of Ti-6Al-4V titanium alloy. Procedia Engineering, 2014.
[2] Seshacharyulu T., et al. Hot working of Ti-6Al-4V
[3] Semiatin S.L., et al. Flow behavior modeling of Ti alloys
[4] ASM Handbook – Forging
