【Paper Review】 Processing Map 看 Ti-6Al-4V 热加工的超塑性、动态再结晶与流动失稳
Paper
Hot working of commercial Ti-6Al-4V with an equiaxed α-β microstructure: materials modeling considerations
T. Seshacharyulu, S.C. Medeiros, W.G. Frazier, Y.V.R.K. Prasad
Materials Science and Engineering, 2000
一、背景:Ti-6Al-4V 热加工不是简单升温
Ti-6Al-4V 是典型 α+β 双相钛合金,兼具较高比强度、耐腐蚀性和工程应用成熟度,因此长期用于航空、化工、生物医用以及高性能结构件制造。
从热加工角度看,Ti-6Al-4V 并不是一个易锻的材料。它的加工窗口受到多个因素共同控制:
- 温度决定 α / β 相比例;
- 应变速率决定流动应力与变形稳定性;
- 初始组织决定后续软化机制;
- 高速变形下还可能产生绝热剪切带;
- 接近 β 转变温度时,组织机制会发生明显变化。
Seshacharyulu 等人的这篇文章研究的是Ti-6Al-4V 等轴 α+β 初始组织在热变形过程中的加工窗口。作者通过热压缩实验、流动应力分析、Processing Map 和显微组织观察,回答一个核心问题:
在不同温度和应变速率下,Ti-6Al-4V 到底处于稳定变形、超塑性、动态再结晶,还是流动失稳状态?
本文实验温度范围为 750–1100°C,应变速率范围为 0.0003–100 s⁻¹。作者基于流动应力数据建立加工图,用于识别热加工窗口和组织控制区域 [1]。
二、主要内容:用 Processing Map 把经验窗口转化为制程窗口
这篇文献把 Ti-6Al-4V 的热加工行为拆成三个层次:
流动应力 → Processing Map → 组织机制与失稳
作者最终识别出三个重要区域:
| 区域 | 温度范围 | 应变速率范围 | 主要机制 | 工程含义 |
|---|---|---|---|---|
| α+β 超塑性区 | 750–950°C | < 0.002 s⁻¹ | 细晶超塑性 | 适合低速超塑成形 |
| β 动态再结晶区 | 1050–1100°C | 0.001–0.1 s⁻¹ | β 相 DRX | 适合高温组织重构 |
| 高速失稳区 | 全温区均可能 | > 1 s⁻¹ | 绝热剪切 / 流动局部化 | 热锻、冲压中需要避免 |
这三个区域说明,Ti-6Al-4V 的热加工窗口不能仅用温度判断。
同一温度下,应变速率不同,材料可能从稳定变形变成流动失稳(绝热剪切);同一应变速率下,温度跨过 β 转变区后,主导机制也会从 α+β 相协同变形转为 β 相主导变形。
三、实验与建模方法:从热压缩数据建立 Processing Map
3.1 材料与初始组织
作者使用商业级 Ti-6Al-4V,β 转变温度约为 1010°C。材料初始状态为 mill annealed bar stock,显微组织为等轴 α+β 组织。
Fig.1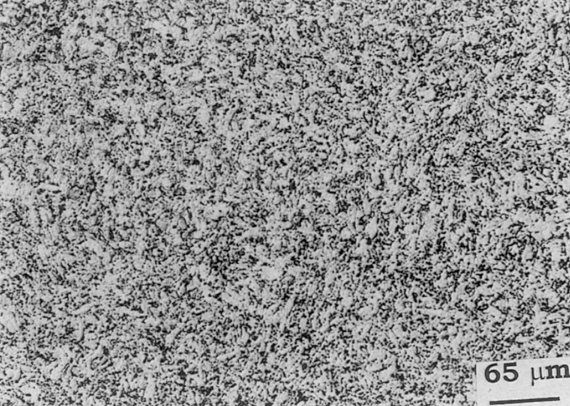
说明: Fig.1 展示了试样的初始组织:平均尺寸约 8 μm 的等轴 α 晶粒,晶界处存在少量 β 相。
初始组织决定了后续热变形机制。本文讨论的是等轴 α+β 组织,重点关注细晶超塑性、α/β 相比例变化和 β 相动态再结晶。
如果初始组织是片层 α,热加工中可能重点关注 lamellae globularization;但本文材料已经是等轴 α+β,因此作者更关心的是:
- α 晶粒是否长大;
- β 相体积分数如何变化;
- α–α、α–β、β–β 界面对变形机制的影响;
- 是否出现超塑性或流动失稳。
3.2 热压缩实验设计
作者在宽温区和宽应变速率范围内进行了等温热压缩实验:
| 参数 | 设置 |
|---|---|
| 温度范围 | 750–1100°C |
| 温度间隔 | 50°C |
| 应变速率 | 0.0003、0.001、0.01、0.1、1、10、100 s⁻¹ |
| 最大真应变 | 约 0.7 |
| 润滑与保护 | 硼硅酸盐玻璃涂层 |
| 温度监控 | 热电偶插入试样中部 |
| 后续分析 | 流动应力曲线、Processing Map、金相组织 |
这个实验覆盖了从低速超塑性变形到高速锻造 / 冲压可能涉及的应变速率区间。
作者还修正了高速变形中的绝热温升:因为 Ti-6Al-4V 热导率较低,高应变速率下局部温升会影响真实流动应力。如果不修正温升,后续加工图中对失稳区和软化行为的判断可能会偏差。
3.3 流动曲线:先从应力响应识别异常区域
Fig.2
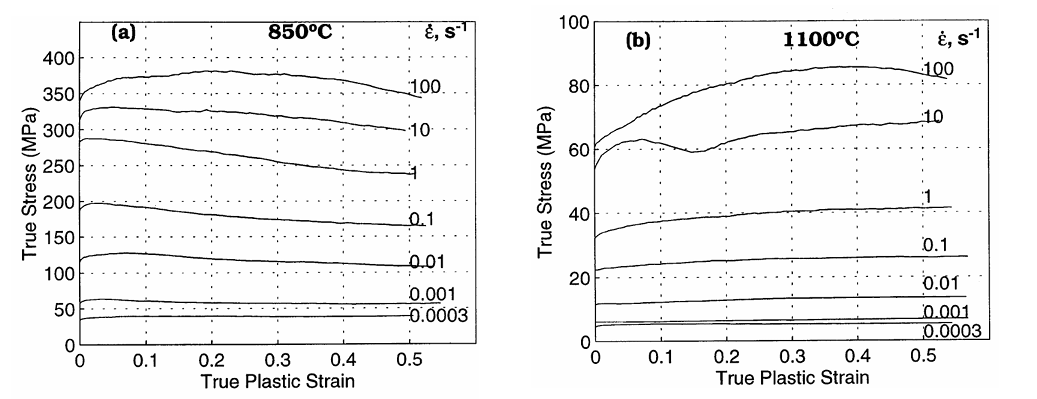
说明: Fig.2 分别展示了 Ti-6Al-4V 在 850°C 和 1100°C 下,不同应变速率对应的压缩流动曲线。
Fig.2 可以读出三类典型行为。
第一类:材料在低应变速率下稳态流动
在较低应变速率下,流动曲线趋于稳态。
这说明材料内部软化机制能够与加工硬化达到平衡。
可能对应的机制包括:
- 动态回复;
- 动态再结晶;
- 超塑性变形;
- 晶界滑移伴随应力松弛。
单靠流动曲线还不能直接判断具体机制,因此作者后续引入动力学分析和 Processing Map。
第二类:α+β 区高应变速率下连续软化
在 850°C (α+β 区温度)下,高应变速率曲线出现明显流动软化。
对于等轴 α+β 初始组织来说,这种软化不太可能来自片层组织球化,因为初始组织并不是片层结构。
作者因此将注意力转向两个可能原因:
- 流动局部化;
- 微裂纹或绝热剪切带。
文献后续 Fig.15、Fig.16 和 Fig.17 证明,高速区确实存在明显流动失稳。
第三类:β 区高应变速率下应力振荡
在 1100°C(β 相区),高应变速率下曲线出现振荡。
这种振荡可能与动态再结晶有关,也可能与流动失稳有关。
这说明:
β 区并不等于天然稳定,高温只能降低流动应力,但不能自动消除变形不稳定。
因此,热加工窗口必须同时考虑温度和应变速率,而不是单独看温度。
3.4 Processing Map 的建立方法
作者采用动态材料模型建立 Processing Map。核心思想是外部输入的变形功率,一部分转化为热,另一部分通过材料内部组织演化被耗散。
加工图中的关键参数是功率耗散效率:η = 2m / (m + 1)
其中,m 为应变速率敏感指数。
通常来说,η 越高,说明材料越倾向于通过某种组织机制耗散能量,例如超塑性、动态回复或动态再结晶。
但高 η 不代表工艺安全,因此还需要叠加失稳判据:
ξ(ė) = ∂ln[m/(m+1)] / ∂lnė + m
当 ξ(ė) < 0 时,材料可能进入流动失稳区域。
这也是 Processing Map 的意义:不只告诉我们哪里容易变形,还告诉我们哪里可能出现缺陷。
3.5 Fig.11:加工窗口图
Fig.11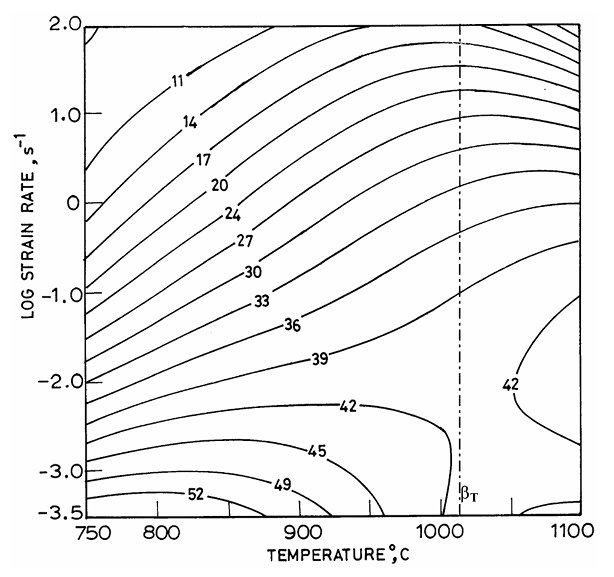
说明: Fig.11 是应变为 0.5 时的功率耗散效率图。横轴为温度,纵轴为应变速率,等值线表示功率耗散效率 η。
结论: 图中出现两个主要高效率区域:一个位于 α+β 区低应变速率侧,另一个位于 β 区中低应变速率侧。
Fig.11 可以把复杂的流动行为压缩成两个稳定加工域。
区域 A:α+β 细晶超塑性区
| 项目 | 内容 |
|---|---|
| 温度 | 750–950°C |
| 应变速率 | < 0.002 s⁻¹ |
| 峰值效率 | 约 55% |
| 峰值位置 | 约 825°C / 0.0003 s⁻¹ |
| 主导机制 | 细晶超塑性 |
这个区域对应细晶超塑性变形。
高功率耗散效率说明材料通过晶界滑移和相界面协调变形消耗大量变形功。
区域 B:β 动态再结晶区
| 项目 | 内容 |
|---|---|
| 温度 | 1050–1100°C |
| 应变速率 | 0.001–0.1 s⁻¹ |
| 峰值效率 | 约 45% |
| 峰值位置 | 约 1100°C / 0.01 s⁻¹ |
| 主导机制 | β 相动态再结晶 |
该区域位于 β 相区,对应 β 相动态再结晶。
与 α+β 超塑性区相比,它允许的应变速率更高,因此对某些高温锻造或组织重构工艺更加有利。
Fig.11 的价值在于,它把 Ti-6Al-4V 热加工分成了不同机制窗口:
| 工艺区域 | 机制判断 |
|---|---|
| 低温低速 | 细晶超塑性 |
| 高温中低速 | β 动态再结晶 |
| 高速区域 | 需要进一步检查失稳风险 |
因此,工艺设计不应只问这个温度能不能锻?
而应该进一步问:
在这个温度和应变速率组合下,材料通过什么机制变形?这个机制是稳定的,还是会导致局部化和剪切带?
四、结果与图表解读:α+β 超塑性、β DRX 与流动失稳
4.1 α+β 区:细晶超塑性不是“温度越高越好”
Processing Map 中第一个稳定加工域位于 α+β 两相区:
| 项目 | 内容 |
|---|---|
| 温度范围 | 750–950°C |
| 应变速率 | < 0.002 s⁻¹ |
| 峰值位置 | 约 825°C / 0.0003 s⁻¹ |
| 峰值效率 | 约 55% |
| 机制判断 | 细晶超塑性 |
这个区域的特点是应变速率极低,功率耗散效率很高。
在动态材料模型中,55% 左右的高效率通常对应较高的应变速率敏感性,说明材料更容易通过晶界滑移、界面协调和组织调整来消耗变形功。
但这一区域并不意味着温度越高越好。
作者进一步结合 α 晶粒尺寸和 β 相体积分数变化,解释了为什么超塑性窗口会集中在 825–850°C 附近。
Fig.7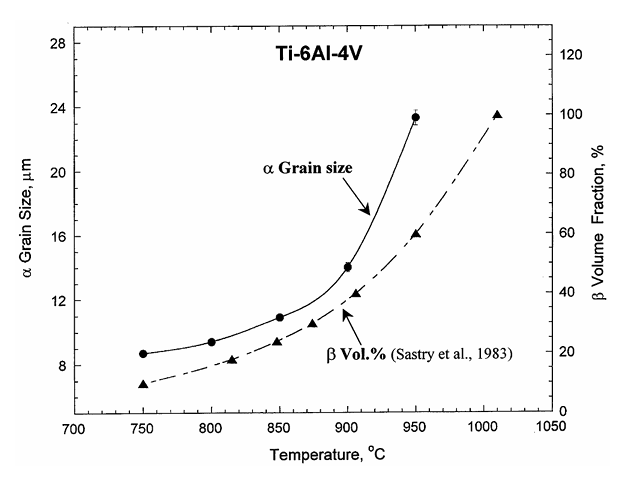
说明: Fig.7 同时给出了 α 晶粒尺寸与 β 相体积分数随温度的变化。随着温度升高,α 晶粒尺寸逐渐增大;当温度超过约 900°C 后,β 相体积分数快速上升,α 晶粒也出现明显长大。
结论: α+β 区的超塑性依赖细晶组织和合适的 β 相比例。少量 β 相有利于限制 α 晶粒长大,但 β 相过多会增加 α–β 界面比例,反而削弱 α–α 晶界滑移的贡献。
这张图的关键不在于“晶粒随温度升高而长大”这个常识,而在于它解释了超塑性窗口的组织条件。
在较低温度下,α 晶粒较细,但变形协调能力不足,且低温大应变下可能产生晶界空洞。
在约 825–850°C 附近,材料同时具备:
- 较细的 α 晶粒;
- 约 20% 左右的 β 相;
- 较多可滑移的 α–α 晶界;
- β 相位于晶界三叉处,有助于限制晶粒长大并缓解应力集中。
当温度继续升高到 900°C 以上,β 相比例快速增加。此时 α–β 界面数量增加,而 α–β 两相变形能力并不完全匹配,晶界滑移不再像低 β 含量时那样高效。因此,塑性反而下降。
这说明 Ti-6Al-4V 的细晶超塑性不是简单依赖高温,而是依赖足够细的 α 晶粒 + 适量 β 相稳定晶界 + 低速变形。
4.2 Fig.12:拉伸延伸率验证超塑性窗口
Processing Map 本身只能提示某一区域可能存在特定组织机制,但仍需要实验验证。作者因此进行了高温拉伸实验,测量不同温度下的延伸率变化。
Fig.12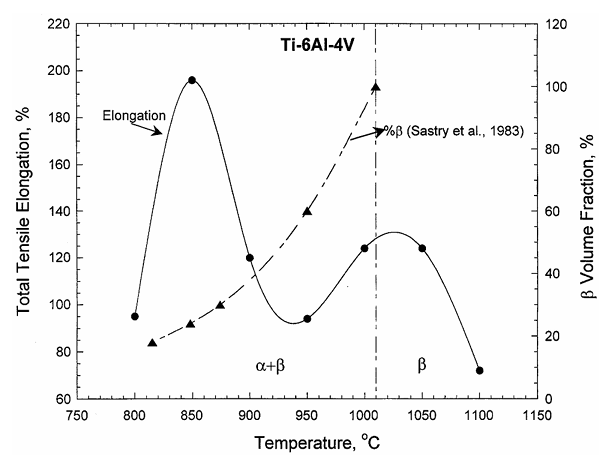
说明: Fig.12 展示了 Ti-6Al-4V 在名义应变速率 0.01 s⁻¹ 下的拉伸延伸率随温度变化,同时叠加了 β 相体积分数变化。
结论: 材料在约 850°C 附近出现明显延伸率峰值,说明 Processing Map 中 α+β 区的高效率区域确实对应超塑性变形。
Fig.12 还有一个非常重要的信息:
延伸率在 850–950°C 之间快速下降,而这正好对应 β 相体积分数从约 20% 快速增加到更高水平的区间。
也就是说,β 相并不是越多越好。
少量 β 相可以稳定细晶组织、限制晶粒长大;但 β 相比例过高时,α–β 界面增多,界面滑移不如 α–α 晶界滑移顺畅,反而降低整体超塑性。
这与部分文献中常见的“接近等量 α/β 相有利于超塑性”的经验判断并不完全一致。
在本文材料和实验条件下,作者认为峰值超塑性出现在 β 相约 20% 左右的位置,而不是 α/β 体积分数接近 1:1 的位置。
这一点对工艺设计有明显启发:
判断超塑性窗口时,不能只看相区名称,也不能只看是否处于 α+β 区;必须进一步看 β 相比例、晶粒尺寸和界面类型。
4.3 α+β 区动力学:为什么作者不认为这里是 DRX 主导?
作者对 α+β 区进行了动力学分析。
在低应变速率范围内,材料符合热变形常用的动力学关系:
ė = Aσⁿ exp(-Q/RT)
其中:
| 符号 | 含义 |
|---|---|
| ė | 应变速率 |
| σ | 流动应力 |
| n | 应力指数 |
| Q | 表观激活能 |
| R | 气体常数 |
| T | 绝对温度 |
在 α+β 区,作者得到:
| 参数 | 数值 |
|---|---|
| 应力指数 n | 约 3.4 |
| 表观激活能 Q | 约 330 kJ/mol |
这个 Q 值显著高于 α-Ti 自扩散激活能。
如果变形由简单扩散控制,这个数值不应如此高。因此作者排除了 α 相自扩散作为主要速率控制过程的可能。
Fig.8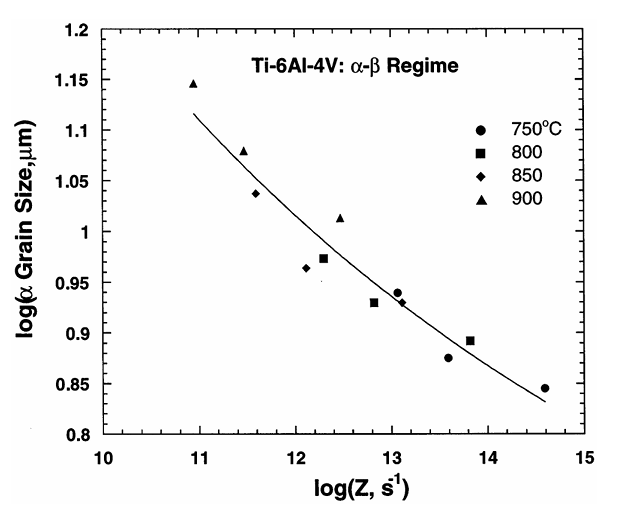
说明: Fig.8 展示了 α 晶粒尺寸与 Zener–Hollomon 参数 Z 的关系。
结论: α 晶粒尺寸与 Z 参数之间不是线性关系,因此作者认为 α+β 区并不符合典型 DRX 晶粒尺寸控制规律。
Zener–Hollomon 参数可理解为温度补偿后的应变速率参数:
Z = ė exp(Q/RT)
在很多热变形研究中,DRX 后晶粒尺寸常与 Z 参数存在较好的经验关系。
但在本文 α+β 区,α 晶粒尺寸与 Z 的关系并不呈现典型线性规律,因此作者没有把该区域解释为 α 相 DRX,而是将其归因于细晶超塑性。
其机制可以概括为:
| 组织因素 | 作用 |
|---|---|
| 细小 α 晶粒 | 提供大量可滑移晶界 |
| α–α 晶界 | 主要承担晶界滑移 |
| 少量 β 相 | 位于晶界三叉处,限制晶粒长大 |
| β 相动态回复 | 缓解晶界滑移产生的局部应力集中 |
因此,α+β 区的核心不是发生了再结晶,而是细晶 α 组织通过晶界滑移变形,β 相通过动态回复帮助维持变形协调。
4.4 β 区:动态再结晶成为主导机制
Processing Map 中第二个稳定加工域位于 β 相区:
| 项目 | 内容 |
|---|---|
| 温度范围 | 1050–1100°C |
| 应变速率 | 0.001–0.1 s⁻¹ |
| 峰值位置 | 约 1100°C / 0.01 s⁻¹ |
| 峰值效率 | 约 45% |
| 机制判断 | β 相动态再结晶 |
与 α+β 超塑性区不同,β 区的变形机制更接近动态再结晶。
作者在 β 区得到的表观激活能约为:
Q ≈ 210 kJ/mol
该数值接近 β-Ti 自扩散激活能,因此作者认为 β 区热变形受扩散控制过程影响明显,动态再结晶是合理解释。
Fig.10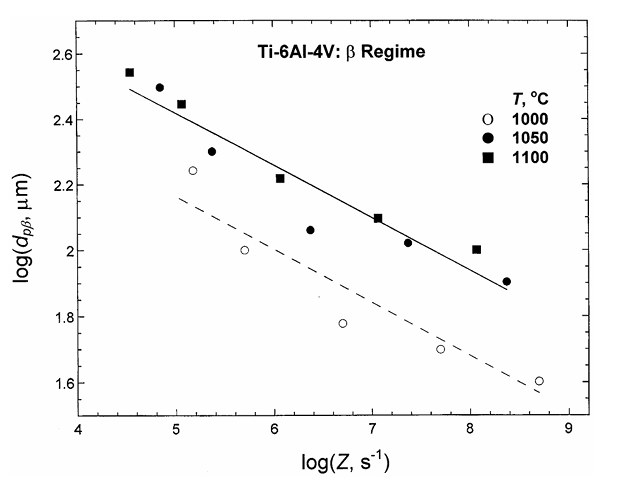
说明: Fig.10 展示了 β 区 prior β 晶粒尺寸与 Zener–Hollomon 参数 Z 的关系。
结论: 在 1050°C 和 1100°C 条件下,prior β 晶粒尺寸与 Z 参数之间具有较好相关性,支持 β 区发生动态再结晶的判断。
作者进一步给出了 β 区晶粒尺寸与 Z 参数之间的经验关系:
log(dβ) = 3.22 - 0.16 log(Z)
这个公式的工程价值在于,它把工艺参数和组织尺寸联系起来:
| 工艺变化 | Z 参数变化 | 对 prior β 晶粒尺寸的影响 |
|---|---|---|
| 应变速率升高 | Z 增大 | 晶粒细化 |
| 温度升高 | Z 降低 | 晶粒长大 |
| 低温高速 | Z 较大 | 有利于细化,但可能增加流动失稳风险 |
| 高温低速 | Z 较小 | 变形阻力低,但晶粒容易长大 |
因此,β 区加工不能只追求高温降低载荷,还需要警惕 β 晶粒过度长大。
如果目标是组织重构或晶粒控制,则需要在温度、应变速率和变形量之间寻找平衡。
4.5 β 转变附近:短暂超塑性窗口
β 转变温度附近是 Ti-6Al-4V 热加工中最复杂的区域之一。本文材料的 β 转变温度约为 1010°C。
在 Fig.12 中,作者观察到接近 β 转变温度时,材料出现另一个较高延伸率峰值。
作者将其解释为细晶 β 相引起的 transient superplasticity,即短暂超塑性。
这个机制之所以被称为“短暂”,是因为它依赖非常敏感的组织状态。
当温度接近 β 转变点时,β 相比例快速增加,β–β 晶界数量增加,可能短时间内提供晶界滑移条件。但这一状态并不稳定:
- 如果应变速率太低,β 晶粒会快速长大,超塑性下降;
- 如果应变速率太高,晶界滑移来不及充分发生;
- 如果停留时间过长,细晶 β 组织会被晶粒长大破坏。
Fig.14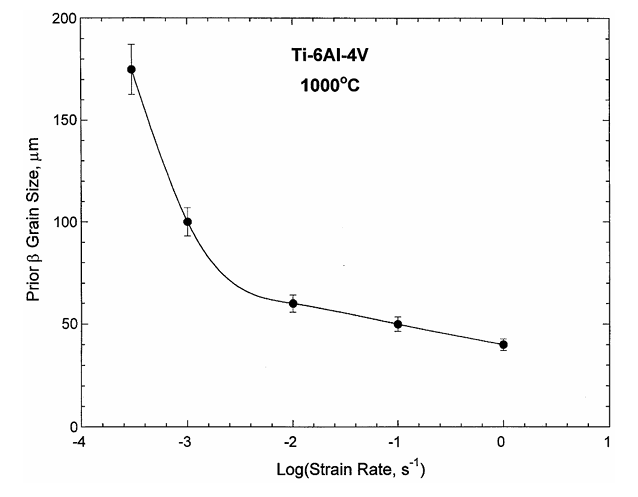
说明: Fig.14 展示了 1000°C 下 prior β 晶粒尺寸随应变速率变化的趋势。低应变速率下 β 晶粒明显长大,而较高应变速率下晶粒尺寸较小且变化较弱。
工程意义: β 转变附近的高塑性并不代表该区域适合长时间保温加工。它更像一个短时间、特定速率下的过渡窗口。
对实际热成形而言,这个结论很重要。
靠近 β 转变温度虽然可以显著降低流动应力、提高塑性,但也可能带来组织粗化和性能波动。尤其对于薄壁结构件或外观件,过度依赖 β 转变附近加工可能导致后续组织、性能和表面处理一致性风险。
4.6 高应变速率失稳:热锻 / 热冲压中最需要警惕的区域
Processing Map 只能说明材料在哪些区域可能存在高效率耗散机制,但不能单独判断所有风险。
因此作者进一步建立了 Instability Map,用于识别流动失稳区域。
Fig.15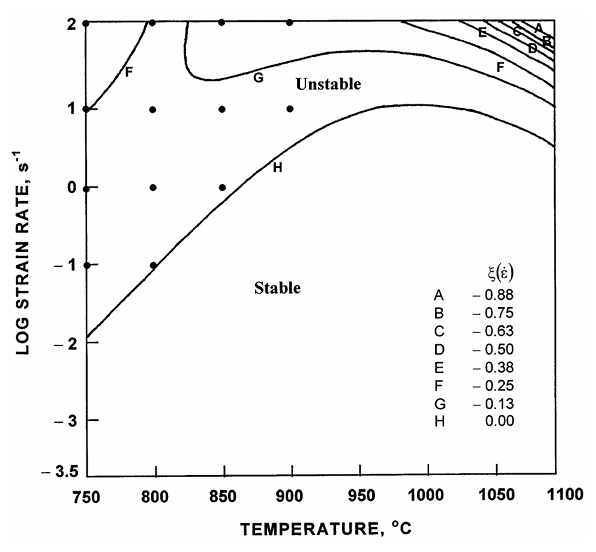
说明: Fig.15 为 Ti-6Al-4V 在应变 0.5 下的流动失稳图。图中高应变速率区域被预测为不稳定区。
结论: 当应变速率高于约 1 s⁻¹ 时,材料在较宽温度范围内都可能发生流动失稳。
这对工程热锻和热冲压非常关键。
实际生产中,为了节拍和效率,设备往往希望提高成形速度。但对于 Ti-6Al-4V,高速变形可能带来两个问题:
- 变形热来不及扩散,形成局部绝热升温;
- 局部升温导致局部软化,进一步吸引变形集中。
最终结果就是材料不再均匀流动,而是沿局部区域快速剪切,形成流动局部化或绝热剪切带。
Fig.16
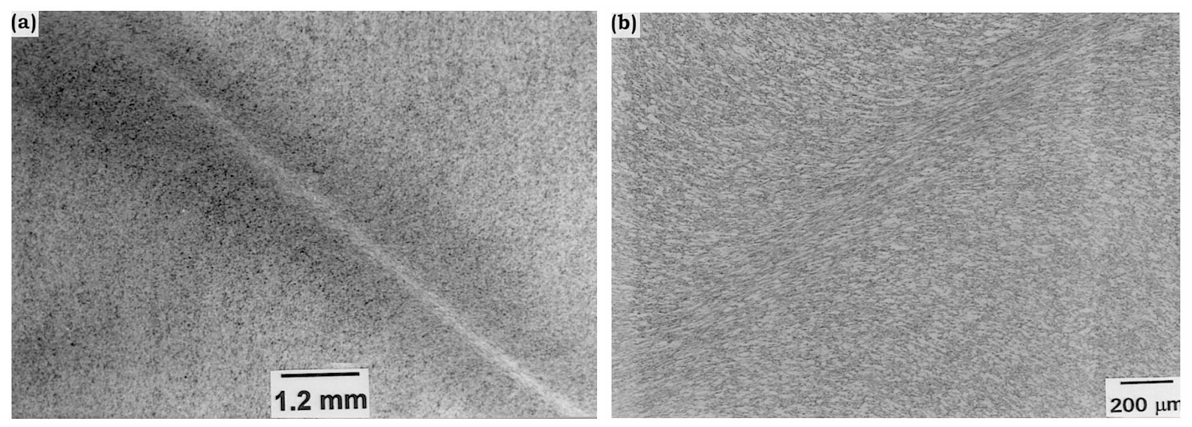
说明: Fig.16 展示了 750°C / 100 s⁻¹ 条件下试样的宏观和微观组织。可以看到明显斜向剪切带,方向约为压缩轴的 45°。
结论: Instability Map 预测的流动失稳,在显微组织中得到了验证。
Fig.17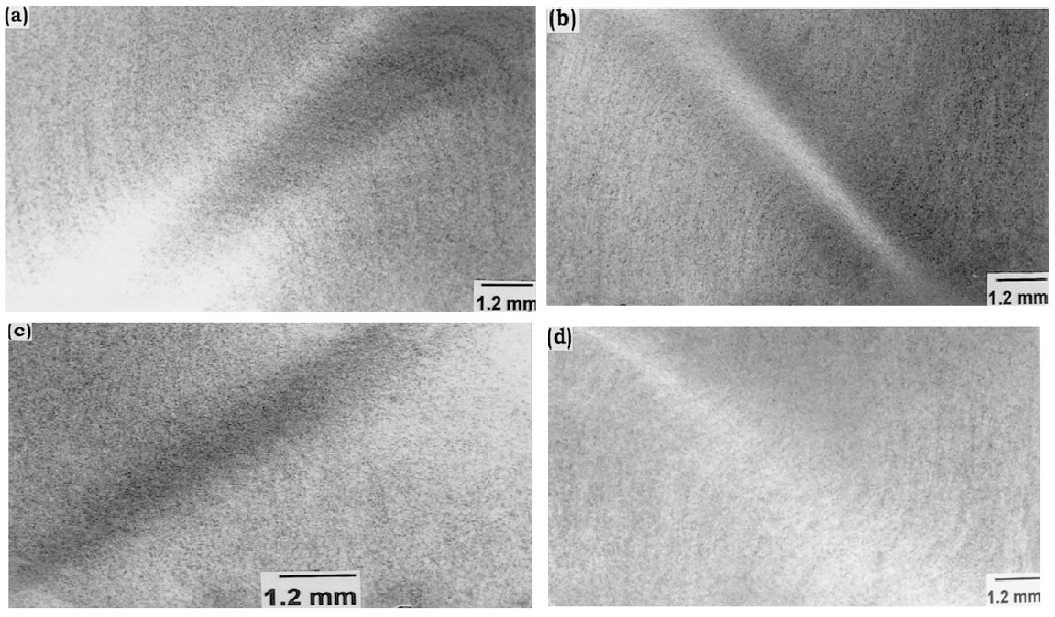
说明: Fig.17 展示了不同失稳条件下的宏观组织。随着温度升高或应变速率降低,剪切带特征有所扩散,但仍能观察到局部化变形痕迹。
工程意义: 高速加工中的失稳不是单一温度点问题,而是速度、温度、材料热导率和局部软化共同作用的结果。
因此,对于 Ti-6Al-4V 热锻或热冲压而言,一个非常直接的工程判断为:提高温度可以降低载荷,但不能完全抵消高应变速率导致的局部化风险。
这也是为什么实际工艺中不仅要控制加热温度,还要控制:
- 转运时间;
- 模具温度;
- 成形速度;
- 局部减薄区域;
- 圆角和筋位处的应变集中;
- 润滑和界面摩擦状态。
对于薄壁 + 深肋结构件,高应变速率下的局部应变集中尤其需要警惕。即使宏观上没有立即开裂,也可能在局部区域形成组织异常、剪切带或后续加工中的隐性缺陷。
五、工程意义:对热锻 / 热冲压工艺的价值
这篇文献的价值不只在于给出 Ti-6Al-4V 的几个加工窗口,更重要的是提供了一套判断热加工风险的方法。
对于工程工艺设计来说,它至少给出四个启发。
5.1 工艺窗口应按“机制”划分,而不是只按温度划分
传统工艺讨论中,经常会把 Ti-6Al-4V 热加工简单分成:
| 温度区间 | 常见理解 |
|---|---|
| α+β 区 | 两相区热成形 |
| β 区 | 高温热加工 |
| β 转变附近 | 高塑性窗口 |
但本文说明,仅靠相区划分是不够的。
同样处于 α+β 区,如果应变速率过高,材料会从细晶超塑性窗口转入流动失稳区;同样处于 β 区,如果温度过高、应变速率过低,也可能导致 prior β 晶粒明显长大。
因此,更合理的窗口划分方式应是:
| 工艺窗口 | 判断依据 | 工程目标 |
|---|---|---|
| α+β 低速超塑性区 | 高 η、低速、细晶组织稳定 | 获得高延伸率和复杂形状成形能力 |
| β 区 DRX 窗口 | prior β 晶粒与 Z 参数相关 | 利用动态再结晶进行组织重构 |
| β 转变附近短暂高塑性区 | 高延伸率但组织敏感 | 谨慎利用,不宜长时间保温 |
| 高速失稳区 | ξ < 0,剪切带验证 | 工艺设计中应避开 |
因此温度参数本身不是工艺窗口,温度 + 应变速率 + 组织机制才是工艺窗口。
5.2 对薄壁深肋件:高应变速率失稳比载荷降低更值得注意
在实际热成形中,提高温度通常可以降低流动应力,减少设备载荷。
但对于 Ti-6Al-4V,这并不代表工艺一定更安全。
本文 Fig.15–Fig.17 说明,高应变速率下材料容易发生流动失稳。
这种失稳并不一定表现为立即开裂,也可能表现为:
- 局部剪切带;
- 局部组织异常;
- 局部流动软化;
- 后续 CNC 或表面处理中的隐性缺陷;
- 筋位、转角、薄壁区域的局部变形集中。
对于薄壁 + 深肋结构件,局部几何约束更强,材料流动路径更复杂。
如果为了节拍过度提高冲压速度,局部区域可能先进入失稳状态,即使整体成形载荷并不高,也可能埋下组织和尺寸风险。
因此,在此类结构件的热冲压或热锻中,不能只评估:
- 是否成形到位;
- 是否开裂;
- 载荷是否低于设备能力。
还应进一步评估:
- 局部应变速率是否超过安全范围;
- 圆角、筋根、薄壁过渡区是否存在流动集中;
- 高速压下区域是否可能出现局部绝热升温;
- 仿真中是否需要输出应变速率、温升和损伤集中区域。
5.3 Processing Map 可以作为仿真后处理判断依据
有限元仿真不应只输出应力、应变和温度云图,还可以进一步映射到材料机制窗口。
例如,在 Deform、Forge、Abaqus 或其他热成形仿真中,可以把每个单元的:
- 温度 T;
- 应变速率 ė;
- 等效应变 ε;
- 局部温升;
- 损伤值;
- 应力三轴度;
与 Processing Map 对应起来,判断该区域属于哪一种变形机制。
可以建立如下后处理逻辑:
| 仿真输出 | 对应判断 |
|---|---|
| T = 750–950°C,ė < 0.002 s⁻¹ | 可能处于 α+β 超塑性区 |
| T = 1050–1100°C,ė = 0.001–0.1 s⁻¹ | 可能处于 β DRX 区 |
| ė > 1 s⁻¹ | 需要检查流动失稳风险 |
| T 接近 β 转变温度且停留较长 | 检查 β 晶粒长大风险 |
| 高应变 + 高应变速率 + 高温升重叠 | 重点检查剪切带 / 局部化风险 |
这对于热冲压 DOE 设计尤其有价值。
例如在比较不同模温、转运时间、压机速度和润滑条件时,可以把每组方案的局部 T–ė 路径叠加到 Processing Map 上,观察危险区域是否减少。
5.4 对 DOE 设计:变量应围绕制程温度 + 应变速率
从本文结果看,Ti-6Al-4V 热加工窗口由温度和应变速率共同决定。
因此,DOE 设计不应只围绕单点温度展开,而应围绕完整热机械路径展开。
推荐将 DOE 变量拆成四类:
| DOE 变量类型 | 代表参数 | 影响机制 |
|---|---|---|
| 坯料温度 | 加热温度、出炉温度 | 决定相比例和初始流动应力 |
| 模具温度 | 模温、保温状态 | 影响接触冷却和局部温降 |
| 时间路径 | 转运时间、等待时间、压前停留 | 影响实际成形温度 |
| 速率路径 | 压机速度、分段速度、保压策略 | 影响应变速率和流动失稳 |
其中最容易被忽略的是速率路径。
很多工艺只记录成形温度,但没有记录实际压下速度和局部应变速率。对于 Ti-6Al-4V,这会导致即使温度记录是合格的,局部区域仍可能因为应变速率过高而失稳。
因此,热成形 DOE 中建议至少记录和分析:
- 坯料出炉温度;
- 入模前温度;
- 模具温度;
- 转运时间;
- 压机下压速度;
- 成形总时间;
- 关键区域最大应变;
- 关键区域最大应变速率;
- 局部最低温度;
- 局部最高温升。
这样才能把实验结果与 Processing Map 的机制判断真正对应起来。
六、局限性:这篇文献不能直接等同于所有实际热成形场景
虽然这篇文献非常适合作为 Ti-6Al-4V 热加工窗口判断的基础参考,但它仍有明显边界。
在工程应用中,不能把文中的温度和应变速率范围机械套用到所有零件。
6.1 热压缩实验与复杂零件成形不同
本文实验主要基于圆柱试样的等温热压缩。
这种实验适合建立材料本构行为和加工图,但与实际复杂结构件仍有差异。
实际热锻 / 热冲压中可能存在:
- 非等温变形;
- 多道次成形;
- 模具强接触冷却;
- 局部摩擦差异;
- 薄壁区快速降温;
- 筋位和圆角处应变集中;
- 拉压复合应力状态;
- 不同区域成形先后顺序不同。
因此,文中的 Processing Map 更适合作为材料机制参考,而不是直接替代具体工艺验证。
6.2 文中应变速率窗口不一定等同于设备设定速度
文献中的应变速率是材料点层面的真应变速率。
而现场设备中常见的是:
- 滑块速度;
- 压机行程速度;
- 保压时间;
- 转运时间;
- 单次成形节拍。
设备速度并不等同于材料局部应变速率。
在复杂几何中,某些区域即使整体压机速度不高,也可能因为局部流动受限而产生很高的局部应变速率。
因此,在工程应用时,需要通过仿真或局部变形测量,将设备参数转换为材料点的 T–ė 路径。
6.3 初始组织不同,加工窗口会发生偏移
本文材料初始组织为等轴 α+β,平均 α 晶粒尺寸约 8 μm。
如果材料初始状态发生变化,例如:
- 片层组织;
- 粗晶组织;
- 不同退火状态;
- 不同氧含量;
- 不同板材轧制历史;
- 不同 α/β 相比例;
则超塑性窗口、DRX 行为和流动失稳边界都可能发生变化。
这意味着,本文结论更适用于Ti-6Al-4V、等轴 α+β 初始组织、类似热变形条件下的机制判断。
如果要服务于具体产品工艺,仍需要针对实际来料状态重新校准窗口。
6.4 高温 β 区加工可能带来性能风险
β 区动态再结晶窗口看起来有利于组织重构,但并不代表实际零件一定适合在 β 区加工。
对于 Ti-6Al-4V,β 区加工可能带来:
- prior β 晶粒长大;
- 冷却后形成粗大片层组织;
- 室温力学性能变化;
- 疲劳性能下降风险;
- 表面处理或后续加工一致性变化。
因此,β 区窗口更适合用于理解材料机制,或用于特定组织重构工艺。
对于要求细晶、稳定性能或外观一致性的结构件,需要谨慎评估 β 区加工的后果。
七、可复用方法:如何把这篇文献转化为自己的热加工分析流程
这篇文献最值得复用的不是某一个温度点,而是一套分析流程。
后续分析 Ti-6Al-4V 或其他合金热加工时,可以按以下步骤执行。
7.1 Step 1:明确材料初始状态
首先确认材料的初始组织,因为它决定后续机制判断的起点。
需要记录:
| 项目 | 内容 |
|---|---|
| 合金牌号 | 例如 Ti-6Al-4V / TC4 |
| 成分状态 | 氧含量、杂质元素 |
| 初始组织 | 等轴、片层、双态、粗晶 |
| 晶粒尺寸 | α 晶粒或 prior β 晶粒尺寸 |
| 热处理状态 | 退火、固溶、轧制态等 |
| β 转变温度 | 可通过文献、热分析或供应商数据获得 |
如果初始组织不同,就不能直接套用同一张 Processing Map。
7.2 Step 2:建立温度–应变速率实验矩阵
根据目标工艺覆盖范围设计热压缩实验。
实验矩阵应覆盖真实工艺可能出现的温度和应变速率,而不是只选几个经验点。
建议至少覆盖:
| 维度 | 建议 |
|---|---|
| 温度 | 覆盖 α+β 区、β 转变附近、β 区 |
| 应变速率 | 覆盖低速、中速、高速 |
| 应变 | 记录不同应变下的流动应力 |
| 温升 | 高速变形时修正绝热温升 |
| 组织 | 每个典型区域进行金相验证 |
对于热冲压或快速成形场景,高应变速率区尤其不能省略。
7.3 Step 3:从流动曲线初筛机制
先观察流动曲线形状,识别可能的机制或风险。
| 曲线特征 | 可能含义 |
|---|---|
| 稳态流动 | 动态回复、超塑性或 DRX 达到平衡 |
| 峰值后软化 | DRX、组织转变、局部化或损伤 |
| 连续软化 | 流动局部化、温升软化、组织变化 |
| 应力振荡 | DRX 周期性发生或变形不稳定 |
| 高速下异常软化 | 需要检查绝热剪切风险 |
流动曲线只能提供初步判断,不能单独决定机制。
后续必须结合加工图和显微组织验证。
7.4 Step 4:计算 m、η 和 ξ,建立加工图
基于不同温度和应变速率下的流动应力,计算:
| 参数 | 作用 |
|---|---|
| m | 应变速率敏感指数 |
| η | 功率耗散效率,识别可能的稳定组织机制 |
| ξ | 失稳参数,识别流动不稳定区域 |
| Z | 温度补偿应变速率参数,用于组织尺寸关联 |
7.5 Step 5:用组织观察验证加工图
加工图的判断必须用组织验证。
建议针对每个典型区域截取样品:
| 区域 | 需要验证什么 |
|---|---|
| 高 η 低速区 | 是否存在细晶、晶界滑移或超塑性特征 |
| β 区高 η 区 | 是否存在 prior β 晶粒重构或 DRX 特征 |
| 高速失稳区 | 是否存在剪切带、局部化、裂纹 |
| β 转变附近 | 是否存在晶粒快速长大或组织过渡异常 |
| 实际工艺点 | 与加工图预测是否一致 |
只有当流动曲线、加工图和组织证据能够互相支撑时,机制判断才比较可靠。
7.6 Step 6:把加工图嵌入仿真后处理
对于实际零件,建议把 Processing Map 作为仿真后处理判据,而不是只停留在论文图表层面。
基本方法是:对每个有限元单元提取 T、ė、ε,再映射到 Processing Map 中,判断其所处机制区域。
可以输出以下结果:
| 后处理图 | 用途 |
|---|---|
| 温度云图 | 判断是否进入目标相区 |
| 应变速率云图 | 判断是否存在高速失稳风险 |
| 等效应变云图 | 判断变形是否集中 |
| 温升云图 | 判断是否存在绝热升温 |
| Processing Map 区域映射图 | 判断每个区域的组织机制 |
| 损伤 / 三轴度图 | 辅助判断裂纹风险 |
这样可以把材料文献转化为工程仿真的评价标准。
7.7 Step 7:形成工艺 DOE 与验证闭环
最终需要形成闭环:
| 阶段 | 输出 |
|---|---|
| 文献分析 | 初步加工窗口 |
| 热压缩实验 | 材料流动应力与机制图 |
| 仿真分析 | 零件局部 T–ė–ε 路径 |
| DOE 实验 | 验证关键参数影响 |
| 金相 / 性能分析 | 验证组织和性能 |
| 工艺窗口固化 | 形成可执行参数范围 |
这套流程比单纯引用某个温度范围更可靠,也更适合复杂结构件热成形开发。
八、总结
Seshacharyulu 等人的研究说明,Ti-6Al-4V 的热加工行为必须放在温度、应变速率和组织机制的共同框架下理解。
对于等轴 α+β 初始组织的 Ti-6Al-4V:
- 在 750–950°C、低于 0.002 s⁻¹ 的低速区,材料表现出细晶超塑性;
- 在 1050–1100°C、0.001–0.1 s⁻¹ 区间,β 相动态再结晶成为主要机制;
- 在 β 转变温度附近,可能出现短暂的 β 相超塑性,但对晶粒长大非常敏感;
- 在高于约 1 s⁻¹ 的高速区,材料容易发生流动失稳,并在 α+β 区表现为绝热剪切带。
这篇文献对工程最大的价值在于,它不是给出一个固定工艺参数,而是提供了一种方法:
先用热压缩实验获得材料流动行为,再通过 Processing Map 划分稳定区和失稳区,最后用显微组织验证机制,并将其转化为实际工艺和仿真的判断标准。
对于后续 Ti-6Al-4V 热锻、热冲压或复杂薄壁结构件成形开发,这种方法比单纯依靠经验温度更可靠。
真正有效的工艺窗口,不是一个孤立温度点,而是一条由温度、应变速率、应变路径和组织演化共同决定的热机械路径。
References
[1] T. Seshacharyulu, S.C. Medeiros, W.G. Frazier, Y.V.R.K. Prasad, “Hot working of commercial Ti–6Al–4V with an equiaxed α–β microstructure: materials modeling considerations,” Materials Science and Engineering A, Vol. 284, 2000, pp. 184–194.
[2] Y.V.R.K. Prasad, S. Sasidhara, Hot Working Guide: A Compendium of Processing Maps, ASM International, Materials Park, OH, 1997.
[3] J.J. Jonas, C.M. Sellars, W.J. McTegart, “Strength and structure under hot-working conditions,” Metallurgical Reviews, Vol. 14, 1969, pp. 1–24.
[4] D. Lee, W.A. Backofen, “Superplasticity in Ti–6Al–4V,” Transactions of the AIME, Vol. 239, 1967, pp. 1034–1040.
[5] I. Weiss, S.L. Semiatin, “Thermomechanical processing of beta titanium alloys — an overview,” Materials Science and Engineering A, Vol. 263, 1999, pp. 243–256.
